
環保議題全球關注,愈來愈多人選擇使用電動車及混合動力車,而汽車製造商亦致力減輕車身重量,以節省能源消耗及材料成本。製造汽車的主要材料是鋼,而為了達到輕量化的目標,製造商逐漸加入鋁合金、塑膠及複合材料。為了更有效接合這些異種材料,香港生產力促進局(生產力局)與汽車科技研發中心(APAS)合作研發「複合材料無縫焊接技術」。此技術無論在焊接強度、安全性、環境保護方面,都比現存各種接合技術有所提升。
生產力局開發「複合材料無縫焊接技術」,有效將異種材料接合,有助汽車輕量化發展。
現時市場上有幾種接合技術,包括電阻焊接、鉚接技術及攪拌摩擦焊接,各有不同缺點。電阻焊接以高電流熔化物料,但是異種金屬,例如鋁和鋼,在高溫下會加速元素擴散,導致在電阻焊接過程中形成金屬間化合物,令焊接接頭性能變差;鉚接技術則會增加車身整體重量,而且加工成本昂貴。
至於攪拌摩擦焊接,毋須對焊點進行高溫加熱,便能完成高強度的焊點,原理是利用焊件和攪拌工具之間互相摩擦所產生的熱和力,使材料達到熱塑性狀態,然後在攪拌工具的壓力作用下完成焊接。然而,這種技術在焊接結束後會在焊點上留下退出孔,容易令應力集中並出現鏽蝕,降低接頭的力學性能,嚴重影響汽車車身安全。
焊點平整光滑 更具成本效益
由生產力局團隊研發的「複合材料無縫焊接技術」能解決傳統攪拌摩擦點焊過程存在的退出孔問題。這種嶄新焊接技術主要由攪拌針(Pin)、攪拌套(Sleeve)和壓緊套(Clamping Ring)組成,通過控制攪拌針回撤和攪拌套下壓這組相對運動,使焊接過程在最後有一個回填下壓的過程,將母材料推回焊孔中。在焊接過程中,攪拌針和攪拌套配合運動,形成無匙孔的焊點。同時,設備配備的壓緊環可對焊板進行固定,防止因塑性材料外溢而破壞焊點結構完整性。
採用這種技術進行焊接,焊點表面不但平整,而且令有效載荷界面面積增加,並提高焊點強度。另外,此技術焊點的應力集中度(Stress Concentration)較低,有助提升焊接結構的力學性能,亦有利於在工件表面噴塗保護漆,從而降低因疲勞破壞、腐蝕開裂而引發工程事故的可能性。
「複合材料無縫焊接技術」的接合成本僅為傳統接合技術的3%至15%,而且毋須填補退出口,可減少切掉材料及後期打磨的工序。另外,運用此技術接合材料的過程不會產生污水及廢氣,符合環保要求之餘,更具成本效益。
| 接合技術 | 鉚接技術 | 電阻焊接 | 攪拌摩擦焊接 | 複合材料無縫焊接技術 |
| 接合異種材料 | 可以 | 不可以 | 可以 | 可以 |
| 接合強度 | 低 | 中 | 中 | 高 |
| 應力集中度 | 高 | 中 | 高 | 低 |
| 表面粗糙度(Ra, mm) | >2,000 | 200-400 | >1,000 | 50-100 |
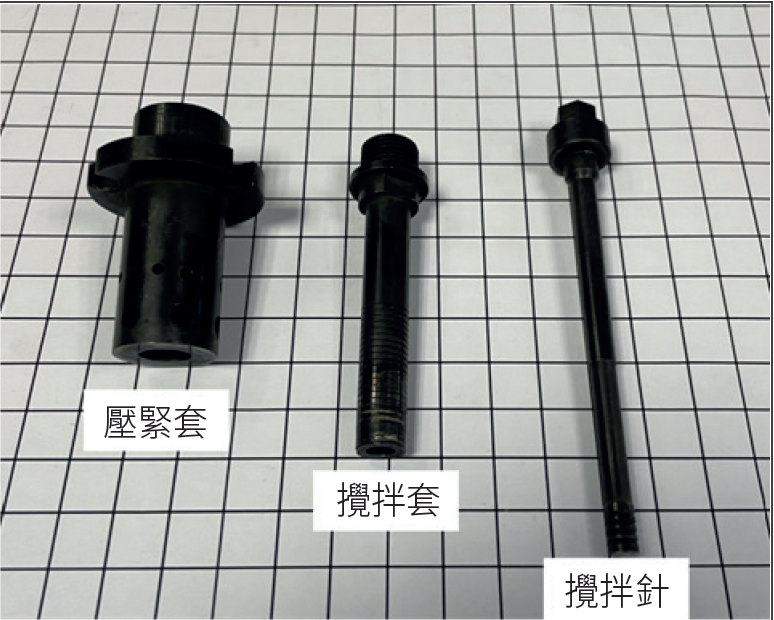
「複合材料無縫焊接技術」主要由攪拌針、攪拌套和壓緊套組成,有效解決焊接後留下退出孔的問題。

傳統攪拌摩擦焊接在焊點上留下退出孔,容易令應力集中及出現鏽蝕,降低接合位置的力學性能。
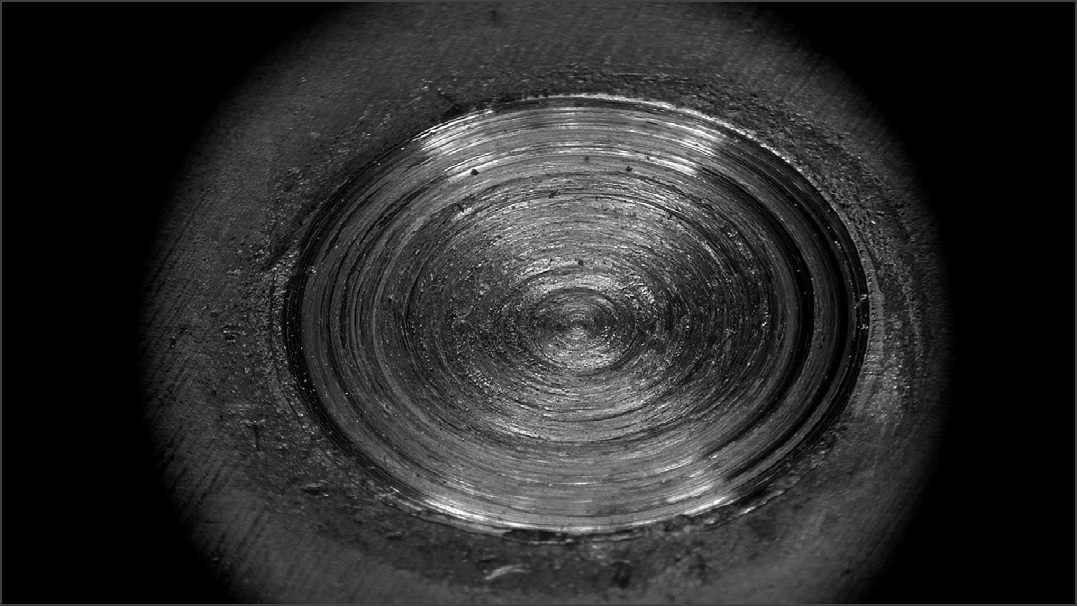
採用「複合材料無縫焊接技術」處理的工件,接合點平整光滑,焊接強度更高。
新焊頭可靈活安裝 惠及交通工具製造業界
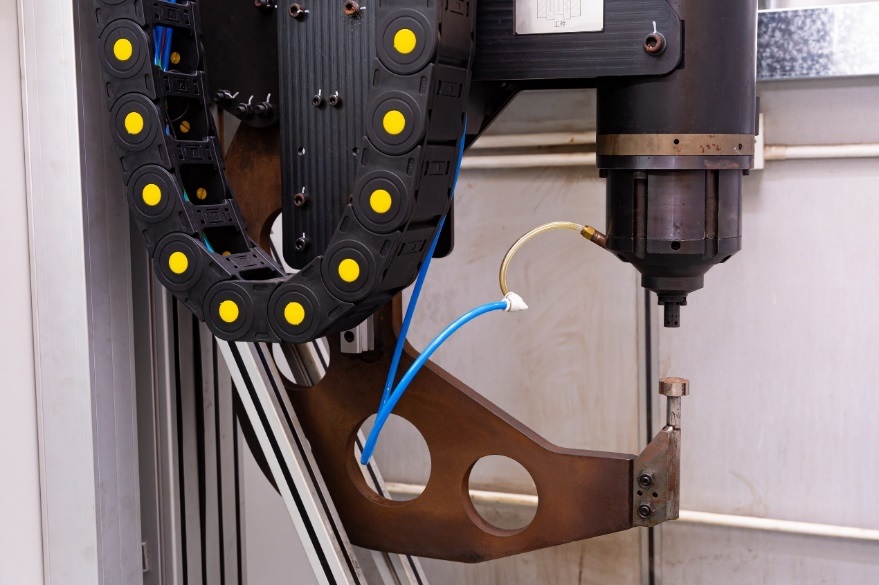
「複合材料無縫焊接技術」有多種安裝方式,配合企業的不同生產線。如果是傳統的手動焊接,只要將設備掛在支架上即可應用。此技術亦可安裝到機械臂上,實現自動化焊接程序。另外,許多工廠設有現成的銑床(Milling Machine),只需更換零部件便可改裝為「複合材料無縫焊接技術」。因此,傳統工廠不必付出高昂的機械投資,便可以升級轉型。
生產力局與APAS合作推動研發「複合材料無縫焊接技術」,讓各種交通工具的製造商均可受惠,例如汽車、高鐵、飛機等,以滿足市場對輕量化物料的需要。生產力局現正嘗試採用「複合材料無縫焊接技術」焊接巴士的結構件,將有效結合鋼制巴士車架與鋁制內飾件,達至車身輕量化,同時保持堅固。此技術亦可應用於其他製造業,例如生產冷氣機、雪櫃等,將鋼及錫等物料焊接起來。

「複合材料無縫焊接技術」有多種安裝方式,設備可因應工廠需要,靈活安裝到機械臂或銑床上。
歡迎瀏覽生產力局網站、致電2788 5678,或發電郵至[email protected],了解相關技術詳情。
資料由客戶提供。
****
相關文章
生產力局「雙重激光混合拋光技術」
集美觀、精準、省時、減成本及環保於一身的研發 以科技助產業精益求「精」